

 These cutting oils are more commonly referred to as soluble oils. This however, is a misnomer because they are not really soluble in water but form an emulsion when added to water. These emulsifiable oils are mineral oil based concentrates, which contain emulsifiers that allow them to mix with water and form a milky white emulsion. They also contain additives to improve their lubricating properties, rust and corrosion inhibitors and a biocide to help control foul smell.
These cutting oils are more commonly referred to as soluble oils. This however, is a misnomer because they are not really soluble in water but form an emulsion when added to water. These emulsifiable oils are mineral oil based concentrates, which contain emulsifiers that allow them to mix with water and form a milky white emulsion. They also contain additives to improve their lubricating properties, rust and corrosion inhibitors and a biocide to help control foul smell.
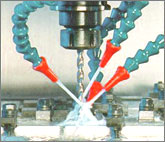
There are several advantages of water emulsifiable oils, viz.: good cooling, low viscosity and thus adequate wetting abilities, non-flammable and nontoxic, easy to clean from small chips and wear particles using standard filters, relatively low initial and disposal cost. There are few disadvantages also viz.: low lubricity, foul smell, misting etc. However these oils are the most popular cutting fluids in use today, because they combine the lubricating qualities of oil with the cooling properties of water and can be used in a wide range of both machining and grinding operations.
The oil concentrate must be added to the water (remember: oil = Oil in last).
Measure the water into a clean tank
Measure the required volume of concentrate and gradually pour it into the water. Keep mixing while pouring. Slow-speed mechanical agitation is preferred.
Use a suitable mixing unit or proportioner.
Verify concentration after mixing.
Hard water reacts with soaps to produce scum, and with cutting fluids to break down the emulsion. It is recommended that hard water be treated prior to preparation of the emulsion.
It is very important to measure the concentration after mixing. This can be accomplished by using a refractometer or drop kits, or by sending a sample to a test facility.
Proper care and handling of cutting fluids involves several important factors, including storage, mixing, checking the concentration of soluble oil emulsions (using refractometers), pH (using a pH meter), filtering the particulates by centrifuging, bacteria control, tramp oil control(hydraulic oil leaking into the cutting fluid system), application to the cutting zone etc. A variety of problems can occur with respect to cutting fluid performance. In some cases the fluid may require to be changed completely.
| PROBLEMS | PROBABLE CAUSES | CORRECTIVE ACTION |
|---|---|---|
| *RUSTING | 1.Concentration too low 2.Poor mixing (soluble oil) |
1.Adjust concentration 2.Add concentrate to water |
| **ODOUR | 1.Low concentration 2.Low pH 3.Contamination in oil |
1.Adjust concentration 2.Check pH, 3.Submit cutting fluid sample to cutting fluid supplier |
| FOAMING | 1.Concentration too high 2.Machine cleaner in sump 3.Soft water |
1.Adjust concentration, check pH 2.Allow machine to run; cleaner should dissipate 3.Sample water, treat if necessary |
| *SHORTER TOOL LIFE | 1.Concentration too low 2.Wrong product being used 3.Large amounts of biocide added to sump or system |
1.Adjust concentration 2.Contact cutting fluid supplier and replace with proper product 3. Submit cutting fluid sample & consult cutting fluid supplier for needful action |
| SKIN ITCHING | 1.High concentration 2.High pH 3.Dirty shop cloths 4.Allergies |
1.Adjust concentration 2.Check pH, consult cutting fluid supplier for needful action 3.Use only clean cloths 4.Seek medical attention |